


想要很好的运行胶带分条设备这些工作必不可少,比如好材料、气压等等,而后者则是通过空气压缩机来完成的,我们在日常运行过程中需要用到多大的呢?胶带分条设备上采用标准气压非常少,一般零点几的就可以了,用六七百元的空气压缩机就可以了。依据客户的详细情况和具体加工工艺规定,采用合适生产制造必须的空气压缩机。既不适合贪大求洋盲目跟风挑选高品质高价位的型号而多花销多余的开支,也不可以为了更好地节省成本而一味选择常见故障高发的伪劣型号滥竽充数,终究空气压缩机是工业化生产中的关键驱动力设备。
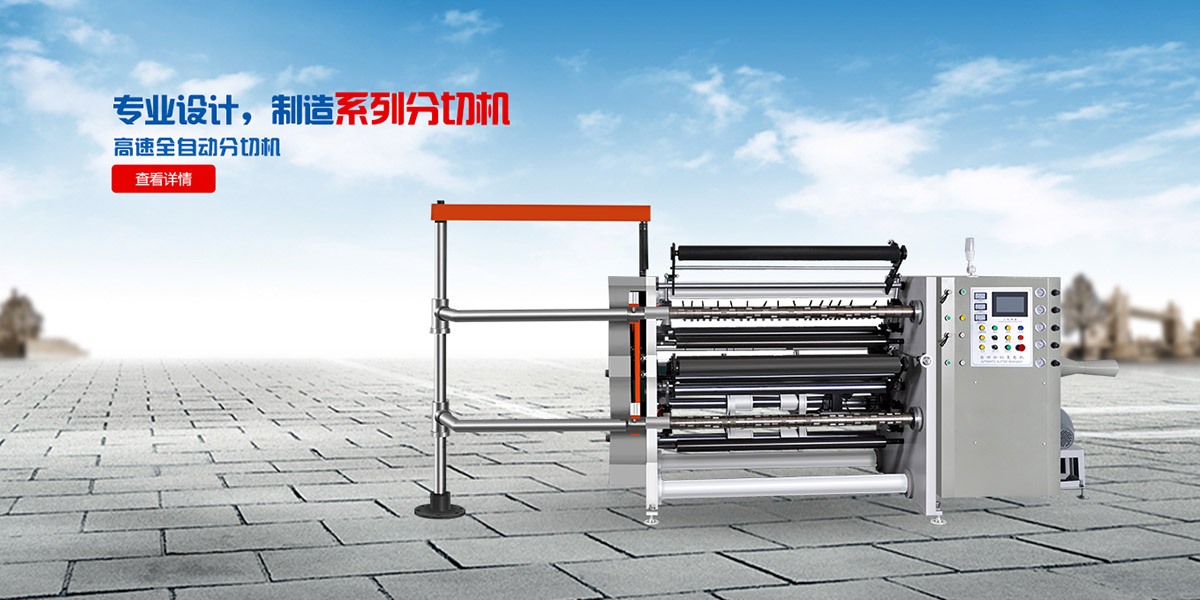
贴合分条机
次之,倘若发觉贴合分条机机器设备所裁切的条料毛刺超标准,则要求从2个层面来思考。一种是在滚剪后条料毛刺超标准,关键包含的原因有:1、刀具刀口不尖锐,条料上的毛刺主要表现为持续的;刀口有缺陷,状况主要表现为条料上毛刺有时断时续的闪光点。这时理应再次韧磨刀具;2、刀具空隙或重叠度大时,条料上的毛刺主要表现为是持续的,并有微小的翻开状况。此类情况应关机查验,再次调节刀具空隙。
该贴合分条机机器设备在工作中过程中,其刀轴圆柱度和内孔颤动都会5微米之内,所裁切的原材料标准为:0.25mm厚40mm宽的T2无氧紫铜布氏硬度110,规定分成3条12mm宽的窄带材。历经生产发觉,在分切以后原材料总会有一条出現非晶带材皱边。
简单而言,实际上便是在贴合分条机机器设备工作中过程中,落料过程并不畅顺,觉得好像被卡在二块刀头中间,随后在收卷机抗拉力的实际效果下强制性落料,因此造成非晶带材边缘发皱。那麼,难题终究出在哪个层面呢?从之上详细介绍中,主要要考虑到的便是所裁切的原材料强度难题。
现在分条机的使用范围是非常的广泛的,小编在这分享给大家分条机工作原理,希望你有所帮助。 1.恒张力控制原理
对于收放卷过程中恒张力控制的实质是需要知道负载在运行当中卷径的变化,由于卷径变化,导致为了维持负载的运行,分体机需要电机的输出转矩要跟着卷径的变化而变化。对于V系列变频器而言,由于能够做转矩控制,因此能够完成收卷恒张力的控制。V系列变频器提供了三路模拟量输进端口,AUI、AVI、ACI。这三路模拟量输进口能够定义为多种功能,因此,可以任选一路作为转矩给定,另外一路作为速度限制。0~10v对应变频器输出0~电机额定转矩,这样通过调整0~10v的电压就能够完成恒张力的控制。而杜宇分条机,计算卷径的部分是通过张力控制器来计算的,当然用PLC架构来实现也是没有题目的。也就是说,可以通过在人机或文本上设定张力,通过PLC计算卷径,T=F*D/2,所以可以算出需要电机输出的转矩大小,通过模拟量输出接到V系列变频器的转矩给定端就可以了。
2.同步转速计算
由于我们知道变频器工作在低频时,分条机交流异步电机的特性不好,转矩低而且分线性,因此在收卷的整个过程中要尽量避免收卷电机工作在2HZ以下。因此收卷电机有个速度的限制。对于四级电机而已其同步转速计算如下:n1=30f1/p=n1=1500r/min=2HZ/50HZ=N/1500=N=60rpm/min
(f1为额定频率,p为极对数,n1为同步转速)
3.限速运行
当达到卷径时,可以求出收卷整个过程中运行的速:
V=π*D*n/i=Vmin=3.14*1.2*60/9=25.12m/min
张力控制时,分条机要对速度进行限制,否则会出现飞车,因此要限速运行。
4.张力与转矩的计算
假如F*D/2=T/i(F--张力,D--卷径,T--转矩,i--减速比),=F=2*T*i/D对于3.7KW的交流电机,其额定转矩的计算如下:T=9550*P/n=T=24.88N.m所以Fmax=2*24.88*9/0.6=74.64N(T--电机的额定转矩,P--电机的额定功率,n==电机的额定转速)
在分条机设备进行纵剪的过程中,如果钢卷是以松弛状态进行卷的话,那么钢卷内部各层就会发生滑动。这样一来,就可能会导致钢板表面产生各种各样的擦伤,以及划伤的点反复摩擦产生的擦印。事实上,在分条机设备运行过程中,即便是正常卷取的钢卷,在超过正常张力的情况下进行卷取也会产生擦伤。下面小编来为大家具体分析下,其中主要包括以下三种情况:,由于开卷机设置不合理所造成的擦伤。主要包括的情况有:操作分条机的过程中,开卷机所加的反张力超过母材卷取张力时,或者开卷机所加刹车不足时,或者开卷机止压辊压力不足时都会引起钢卷松弛,进而产生擦伤。此外,,卷取松弛的钢卷上机开卷时也会重新拉紧进而产生擦伤。一旦开卷机反张力过大,钢板被拉开变松时突然卷紧,也会产生擦伤。所以作业完了时要采取措施减小刹车力。
第二,由于收卷机设置不当,从而造成的卷取擦伤。在分条机组停止之后,再启动的过程中就容易出现松卷。剪切外圈的松弛、退卷时钢卷横向错位等等都会产生擦伤。此外,直拉式剪切,松弛的钢卷插上芯轴重新卷紧时,都会发生卷取擦伤。
第三, 种情况则是受手摇胀缩器影响而产生的卷取擦伤。在分条机紫铜张力不足的状态下卷取的松弛卷,用手摇胀缩器张紧时,会错位卷取从而发生擦伤。此外,活套内钢带的横向摆动、重叠也会发生擦伤。